
Galvanizing steel: why zinc protects better than most people think
Galvanizing is one of the most important methods of protecting steel against corrosion. Its value is not only that zinc physically covers the steel, but that it also protects it electrochemically.
Galvanizing is therefore not the same as an ordinary protective layer on the surface. When it is properly carried out, zinc becomes the protective metal that is consumed instead of the steel. This is why galvanized steel is used in construction, energy, mechanical engineering, transport infrastructure and in applications where steel needs long-term resistance to atmosphere, moisture and mechanical damage.
What is galvanizing?
Galvanizing is the process of applying a zinc coating to steel or iron in order to protect it from corrosion. Zinc can be applied in several ways, including hot-dip galvanizing, electrogalvanizing, zinc metallizing, sherardizing and continuous galvanizing of sheet steel.
In practice, the term galvanizing most often refers to hot-dip galvanizing: immersing a steel item in molten zinc. However, from a technical point of view it is important to distinguish the processes, because each one gives a different coating thickness, coating structure and service life.
Why zinc?
Zinc is used because it has a very favorable electrochemical relationship with steel. In a galvanic couple, zinc is less noble than iron or steel. In the presence of an electrolyte, such as moisture, condensation or rainwater, zinc will corrode before steel.
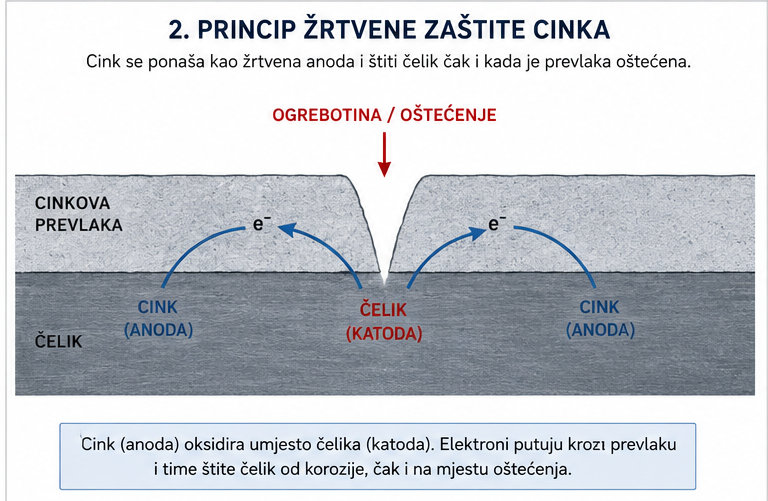
This mechanism is called sacrificial protection. Zinc acts as the anode, while steel acts as the cathode. The anode is consumed and the cathode is protected. Zinc therefore “sacrifices” itself to prevent or slow down corrosion of the steel.
Two types of protection in galvanizing
1. Barrier protection
The zinc coating physically separates steel from the environment. Water, oxygen, salts and contaminants do not reach the steel substrate directly. As long as the coating is continuous and sufficiently thick, the steel is isolated from the main causes of corrosion.
2. Sacrificial, or cathodic, protection
If the zinc coating is locally damaged, the zinc around the damaged area can continue to protect the exposed steel. It corrodes instead of the steel. This is why galvanized products often tolerate small mechanical damage better than painted products without zinc protection.
What happens on the zinc surface?
Zinc does not remain chemically unchanged in the atmosphere. After exposure, corrosion products such as zinc oxide, zinc hydroxide and zinc carbonates gradually form on its surface. Over time this layer becomes relatively compact and slows further zinc corrosion.
This natural protective layer is often called zinc patina. Freshly galvanized steel can look bright, shiny and spangled, but later it usually becomes matte grey. That is not necessarily a sign of poor quality.

Hot-dip galvanizing
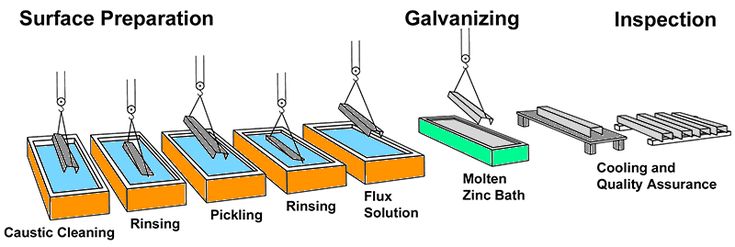
Hot-dip galvanizing is the best-known and most robust form of galvanizing for steel structures. After surface preparation, the steel item is immersed in a bath of molten zinc, usually at around 450 °C.
It is important to understand that hot-dip galvanizing does not create only a simple zinc layer sitting on top of the surface. A metallurgical bond forms between steel and zinc. Iron-zinc alloy layers are created, while the outer layer is mainly zinc.

Surface preparation before hot-dip galvanizing
The quality of the galvanized coating depends strongly on surface preparation. If oil, grease, oxides, rust, slag, paint or other contaminants remain on the steel, zinc will not react uniformly with the surface.
A typical process includes degreasing, pickling, rinsing, fluxing, drying, immersion in molten zinc and final inspection. Each stage has a purpose: degreasing removes organic contamination, pickling removes rust and oxides, and flux prevents re-oxidation and helps molten zinc wet the steel correctly.
Appearance of the galvanized surface
A galvanized surface can be shiny, matte, grey, spangled, darker, visually uneven or locally rougher. Appearance alone is not enough to prove whether the coating is good or bad.
A galvanized part does not have to look like a painted part. Galvanizing is primarily an industrial corrosion protection method. If an exact decorative appearance is required, an additional paint system is often applied over the galvanized surface, or another protection method is selected.

White rust
White rust is a common issue on galvanized parts. It appears as a white, powdery or chalky layer on the zinc surface. It forms when zinc corrodes under conditions where normal drying and stable patina formation cannot occur.
The most common causes are storing wet galvanized parts stacked together, poor ventilation, condensation, trapped moisture between surfaces, wrapping parts while the surface is still wet and long-term contact with water without drying.
White rust does not immediately mean that the steel is unprotected. In mild cases it is mainly an aesthetic and surface issue. However, if it is severe and deep, it means that zinc is being consumed rapidly.

Designing structures for hot-dip galvanizing
One of the most important aspects of hot-dip galvanizing is proper design. The item must be designed so it can be safely immersed into and removed from the zinc bath.
- openings for zinc entry,
- openings for zinc drainage,
- venting holes,
- complete drainage of zinc and process liquids,
- avoidance of closed cavities,
- avoidance of pockets where acid, flux or zinc could remain.
Closed hollow sections without openings can be extremely dangerous. If air, moisture or chemicals are trapped inside, immersion in molten zinc can cause rapid expansion and explosive ejection of material. Galvanizing therefore starts at the design stage.
Galvanizing is not a substitute for good design
Corrosion protection does not start in the galvanizing plant. It starts on the drawing. If a structure has pockets where water stands, narrow crevices, lap joints, poor welds, closed cavities and areas that cannot be rinsed or dried, galvanizing will not solve every problem.
Good corrosion-oriented design allows water to drain, reduces moisture retention, avoids unnecessary crevices, enables ventilation and plans for maintenance. Galvanizing is a powerful tool, but it is not magic.
Conclusion
Galvanizing is one of the most reliable ways to protect steel from atmospheric corrosion. Its main advantage is not only that zinc covers the steel, but that zinc protects it sacrificially. When the coating is locally damaged, the surrounding zinc can continue to protect the exposed steel and slow down corrosion.
The biggest mistake is to see galvanizing only as a grey final finish. In reality, it is a serious corrosion protection system combining metallurgy, electrochemistry and practical experience. When properly selected and executed, it can give steel decades of protection with very little maintenance.
References and technical sources
- H. H. Uhlig, R. W. Revie – Corrosion and Corrosion Control.
- E. Bardal – Corrosion and Protection.
- The Corrosion Handbook.
- Tihana Kostadin – Zaštita materijala.
- ISO 1461 – Hot dip galvanized coatings on fabricated iron and steel articles — Specifications and test methods.
- ASTM A123/A123M – Standard Specification for Zinc (Hot-Dip Galvanized) Coatings on Iron and Steel Products.
- American Galvanizers Association – technical materials on hot-dip galvanizing and zinc coatings.